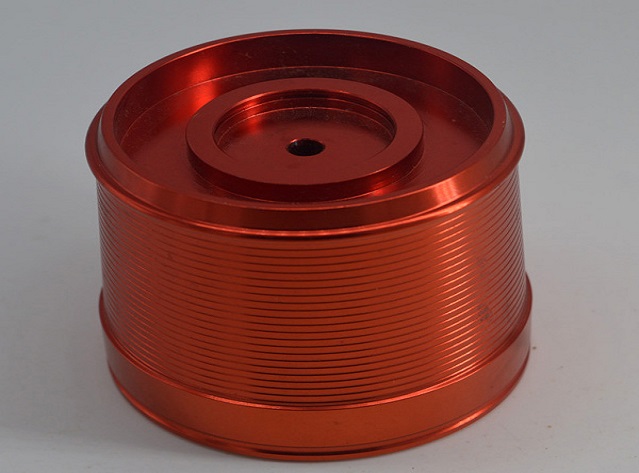
①Manufacturer/producer in China specializing in the global supply of high-quality, low-price, and low-cost OEM Metal parts
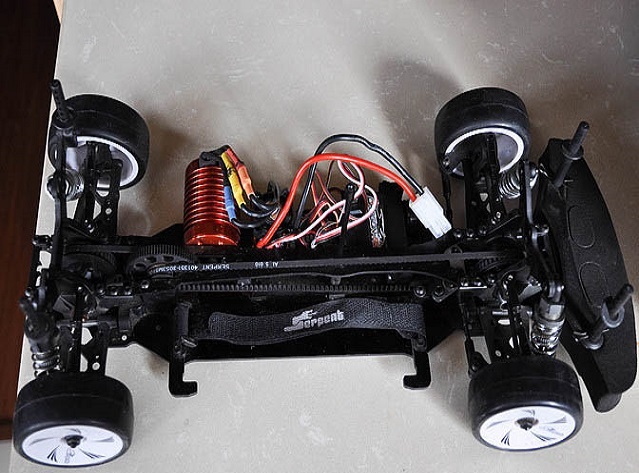
②Looking for a reliable, quick-turn supplier of machined plastic and metal components? That's us!
③ Equipped with 20 high-performance CNC machines, our unrivaled in-house capacity guarantees your parts are shipped precisely on time, without fail